 Guide to Steam Traps on Steam Heating Systems
Guide to Steam Traps on Steam Heating Systems
Explanation & identification of steam traps: Hoffman trap, mechanical traps, ball & float traps, inverted bucket traps

- POST a QUESTION or COMMENT about radiator steam trap function, installation, repair or replacement: Hoffman steam traps and similar devices
Steam trap types, applications, & locations:
Here we explain the purpose and function of steam traps use on steam piping systems at the radiator, in the steam piping system, and on the steam mains. We describe and provide IO & maintenance or troubleshooting manuals for all brands of steam traps such as Armstrong, B&G, Hoffman, Spirax/Sparco, United Brass Works & Watts steam traps.
If your steam heat radiator is not getting hot the problem could be the steam trap.
This article series answers most questions about all types of heating systems and gives important inspection, safety, and repair advice. Here we include a discussion of Hoffman traps on steam radiators and on steam piping, thermostatic steam traps, ball & float steam traps, and mechanical steam traps: inverted bucket type steam traps.
We include identification photographs of different types of steam traps and we list steam trap sources & manufacturers where more technical specifications and literature are available. Our page top photo shows an inverted bucket steam trap incorporating a cooling coil connected to the steam piping system in a private home.
InspectAPedia tolerates no conflicts of interest. We have no relationship with advertisers, products, or services discussed at this website.
- Daniel Friedman, Publisher/Editor/Author - See WHO ARE WE?
Steam Traps: types, locations, identification, troubleshooting, replacement
 What is a steam trap?
What is a steam trap?
A steam trap is a valve that opens to permit condensate to return to the steam boiler while keeping steam and closes when the condensate has passed and only steam is present, thus keeping steam inside of the radiator - preventing the loss (and waste) of live steam.
Both condensate and air must be removed from steam radiators and heat exchangers and steam piping for a steam heating system to work properly.
[Click to enlarge any image]
On a building steam heating system the steam trap dischages condensate while retaining steam in the system.
This ensures that the steam system operates efficiently, without the harmful effects of unwanted condensate that can otherwise block steam from entering a steam radiator or may interfere with proper return of condensate to the steam boiler, leading to steam boiler flooding. (Adapted from Spirax 2018)
Steam traps such as the Hoffman-style thermostatic-type steam trap shown at the top of this page are installed on residential steam heating systems (usually at the bottom of the radiator at the opposite end from the steam input side) in order to allow air and condensate out of the radiator while at the same time, stopping the escape of steam (or slowing it) until the steam can condense to water (thus transferring its heat to the radiator itself).
[Click to enlarge any image]
Article Contents:
- FUNCTIONS of a steam trap
- HOFFMAN STEAM TRAP OPERATION
- BALL FLOAT STEAM TRAPS
- INVERTED BUCKET STEAM TRAP OPERATION
- MAIN DRIP TRAP On Steam Systems
- TABLE OF STEAM TRAPS, PHOTOS, TYPES
- THERMODYNAMIC STEAM TRAP OPERATION
- THERMOSTATIC STEAM TRAP OPERATION
- TROUBLESHOOTING STEAM TRAPS
- FLOAT & THERMOSTAT type Steam Trap Trouble
- THERMOSTATIC Steam Trap Troubles
- TESTS for STEAM TRAP Operating Temperatures - crayon
- DIRT & DEBRIS in the Steam Trap - how steam traps at the boiler are cleaned
- CHANGING OUT an Old Steam Boiler May Mean Changing the Steam Traps
- STEAM TRAP MANUALS - install or troubleshoot
- STEAM TRAP MANUFACTURERS - table of steam trap brands & models
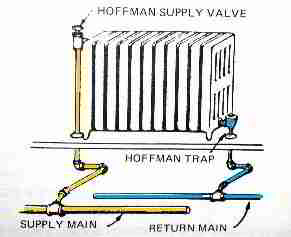
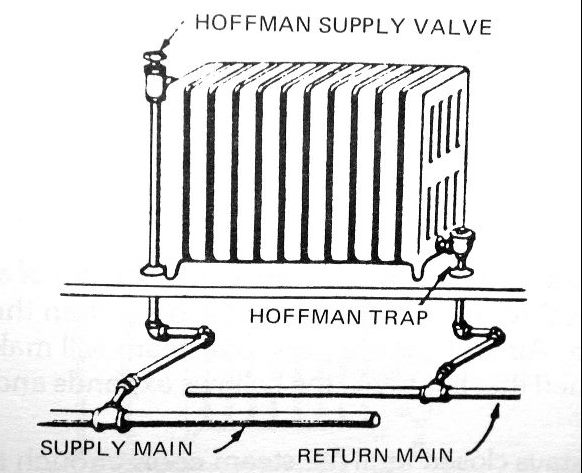
Our photo (page top) shows a typical Hoffman steam trap at the radiator on a two-pipe steam heating system.
Functions of a steam trap or Hoffman steam trap
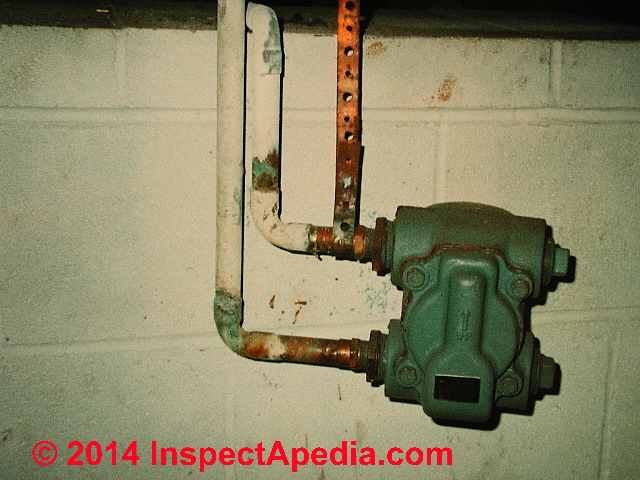 Our photo (left) illustrates a steam trap located on the steam piping system in a residential building.
Our photo (left) illustrates a steam trap located on the steam piping system in a residential building.
The functions of the steam trap, also often referred to as the Hoffman Trap in the field, include:
- Permit air to pass out of the radiator as steam is entering (yellow in our sketch) notice that unlike a one-pipe steam system, some two-pipe steam radiators do not use nor have
attached STEAM VENTS.
Air enters those steam radiators through the steam vents when the system is off and cooled-down; air is also pushed up into steam heat radiators through the steam piping as the steam heat system is warming up, leading steam into the radiators.
If air cannot escape from a steam radiator, the radiator will not heat up. - Permit water (steam condensate - blue in our sketch) to pass out of the radiator or out of the steam piping system
- Reduce steam heat system corrosion: because carbon dioxide CO2 enters in the boiler feed water and passes through the system piping as a gas, if we do not vent the CO2 gas the water and steam condensate in the system will become acidic and thus corrosive.
Steam condensate is high in dissolved CO2. Venting air and condensate out of the radiator through the steam trap avoids accumulating acidic condensate.
Steam traps may be found on steam heating systems both on radiators (at the radiator bottom opposite end from the entering inlet valve), and on older steam heating systems a steam trap may also be found on some steam piping where the trap handles condensate produced inside the steam riser piping.
How the Hoffman Trap or Steam Trap Works

Shown at above left is a steam trap at a steam radiator outlet and at above right is a thermostatic steam trap schematic (adapted from ITT's Steam Book [2]).
In this thermostatic steam trap design, used at radiators and steam rising in the two pipe steam heating system piping enters the radiators, usually through a Hoffman-type supply valve near the top of the radiator, and a mixture of steam and condensate is separated by the steam trap at the radiator outlet.
Air escapes: the incoming steam pushes air ahead of itself and out through the steam trap at the radiator bottom.
Steam is trapped: as steam begins to pass out through the steam trap it warms the thermal element inside the trap.
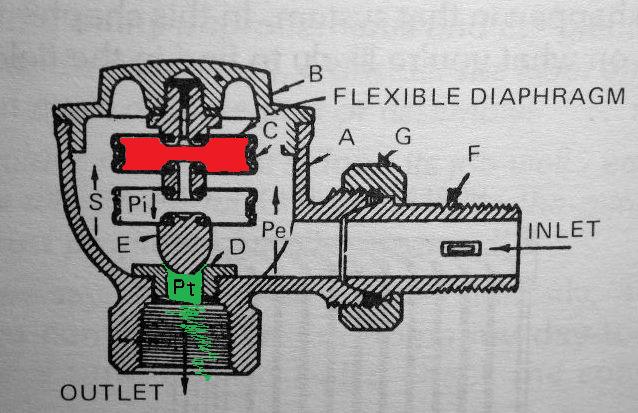
A "bellows" [(c) in the sketch above] inside the steam trap is actually a flexible sealed container filled with alcohol and water - a mixture that boils at a lower temperature than the temperature of the steam itself. Thus as the bellows boils (warms up) it expands, closing the steam trap.
The steam trap stays closed until sufficient condensate has been produced inside the steam radiator to enter and cool the steam trap. The condensate then causes the bellows to cool, shrink, open the steam trap.
Condensate escapes: As the incoming steam cools inside the radiator, returning to its water state as condensate, condensate falls to the bottom of the radiator and also needs to exit through the steam trap. Exiting condensate follows return piping back to the boiler.
Ball Float Steam Traps
 A ball float type trap sense the difference in density between steam and condensate.
A ball float type trap sense the difference in density between steam and condensate.
This type of steam trap is very responsive to conditions in the steam system and provided the ball float trap includes an automatic air vent, the trap will discharge condensate quickly "as soon as it is formed" independent of changes in steam pressure within the system.
These are the only suitable steam trap on a system where steam locking occurs, and these traps in their modern version are resistant to water hammer in the steam system.
Condensate that enters the trap will cause a ball float to rise inside the trap, lifting the valve off its seat and releasing condensate. In this design the ball float steam trap valve is always flooded so neither steam nor air will pass through it.
Although they are generally larger and more robust, ball float steam trap mechanical operation is not unlike that of some radiator STEAM VENTS except that the latter are operated by temperature rather than the level of condensate within the trap.
Early ball float steam traps were vented using a manually operated cock at the top of the body. Modern traps use a thermostatic air vent.
Spirax Sarco notes that previously if a steam system was suffering from water hammer the ball float stem trap could become damaged but comments that modern ball float steam traps are robust and can endure water hammer.
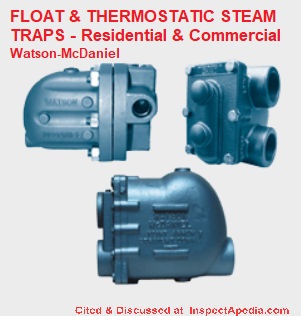
Float type steam traps (above) and thermostatic steam traps (detailed below) are able to respond quickly to load and steam system pressure changes, are capable of venting large amounts of air present when the steam heating system first starts - allowing steam to enter the system quckly, thus providing a very responsive heating system.
Float and thermostatic steam traps like those shown above from Watson & McDaniel are used both in low pressure residential steam heating systems and also in industrial and process applications. These devices can be designed not only for low pressure steam systems but also high pressure commercial or industrial steam systems up to 200 psi.
Inverted Bucket Steam Traps
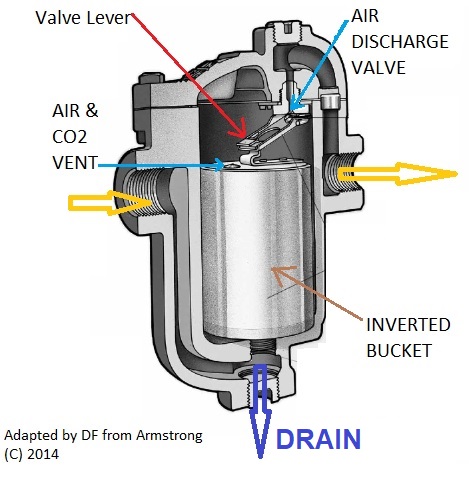 Inverted bucket type steam traps, also called "mechanical steam traps", use an inverted or "upside-down" bucket float inside the trap to open or close a plug and seat that allows condensate to be discharged.
Inverted bucket type steam traps, also called "mechanical steam traps", use an inverted or "upside-down" bucket float inside the trap to open or close a plug and seat that allows condensate to be discharged.
As you can see in the drawing, the condensate is discharged at the top of the trap. Don't mistake piping connected to the trap bottom drain for the condensate discharge - it's not.
Our inverted bucket steam trap image at left, adapted from Armstrong Industries, illustrates the components and operation of an inverted bucket steam trap. - Armstrong Industries (2014) & Daniel Friedman
[Click to enlarge any image]
Inverted bucket traps work well on systems where there is a concern with larger amounts of scale and debris in the condensate as they're more-resistant to debris clogging than other steam trap types. These traps are used where air venting is handled separately or is not a concern.
The bucket trap body may be made of cast-iron (traditional) or stainless steel, and can operate at pressures up to 450 psig.
Bucket type steam traps like those shown in our steam trap identification table and listed in our manufacturers list below are a robust mechanical steam trap that reduces banging pipes and clanging steam radiators by resisting water hammer.
Bucket type steam traps are resistant to water hammer problems that occur in some steam systems and unlike the ball float steam traps described just above, bucket traps tolerate high steam pressures (not found on residential steam heat systems) and also can be used on superheated steam systems.
Watch out: although inverted bucket steam traps are great at avoiding debris clogging, because the trap contains water, if it's in a location subject to freezing and because it's not self-draining of condensate in the lower part of the trap, it can be damaged in freeze-prone locations. Also because inverted bucket traps are not good at venting air, if air venting isn't handled ahead of the inverted bucket trap the trap can lose its prime and stop working properly
Finally, because individual inverted bucket steam traps have a narrow operating pressure range, be sure that you select the proper trap for your application
How Bucket Steam Traps Work:
The name of this steam trap describes the bucket steam trap operation. Inside of this steam trap an inverted bucket-container - formed like an upside-down bucket - is attached to a mechanical lever that is in turn connected to a valve controlling condensate outlet from the device.
There is a small air vent in the top of the bucket.
As steam enters the bucket trap at its bottom the bucket floats "up" in the condensate-filled trap, lifting the lever that closes the condensate outlet valve on the trap. Condensate inside the trap flows down (and air moves up) inside the trap.
As the condensate level rises (and as air and some stem escapes out of the interior of the bucket through the air vent) condensate eventually accumulates enough inside the inverted bucket to allow the bucket to drop, opening the condensate valve outlet from the trap.
This mechanism has in effect "trapped" condensate, separating it from the steam and allowing it to flow out of the trap.
As Armstrong International explains the operation of their bucket steam traps and the effects of wear as follows:
Armstrong inverted bucket steam traps open and close based on the difference in density between condensate and steam—the inverted bucket principle. They open and close gently, minimizing wear.
This simple fact means that inverted buckets are subject to less wear than some other types of traps. In fact, as an Armstrong inverted bucket trap wears, its tight seal actually improves . The ball valve and seat of the Armstrong trap provide essentially line contact—resulting in a tight seal because the entire closing force is concentrated on one narrow seating ring.
An Armstrong inverted bucket trap continues to operate efficiently with use. Gradual wear slightly increases the diameter of the seat and alters the shape and diameter of the ball valve. But, as this occurs, a tight seal is still preserved—the ball merely seats itself deeper. - Armstrong International (2014)
The bucket trap does have its own limits and vulnerabilities: it can be damaged by freezing, it cannot vent air at high rates, it needs to be protected from fluctuating steam pressures and from water loss.
If the steam trap runs dry the result will be wasted steam.
Thermodynamic Steam Traps
 Thermodynamic (TD, Disc) steam traps use a simple design with a single moving part (a disc or valve) that opens do discharge condensate and closes to retain steam. Thermodynamic steam traps are used on high-pressure drip steam systems and in critical designs where condensate backup would cause serious operating problems.
Thermodynamic (TD, Disc) steam traps use a simple design with a single moving part (a disc or valve) that opens do discharge condensate and closes to retain steam. Thermodynamic steam traps are used on high-pressure drip steam systems and in critical designs where condensate backup would cause serious operating problems.
TD steam traps are simple, reliable, and can operate over a wider pressure range than mechanical steam traps, can be mounted to be self draining - avoiding a freeze worry, but are more-limited in their ability to vent air from the steam system, and are more sensitive to back pressure.
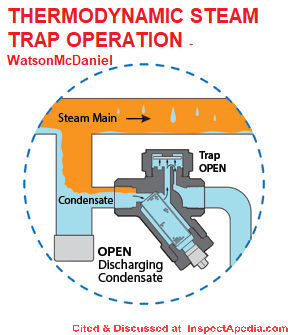
Illustration, from Watson McDaniel, showing the operation of a thermodynamic steam trap
When condensate is present the trap remains open and steam pressure pushes the condensate through the trap.
As condensate is discharged more steam enters the trap and the force of th steam closes the valve disc. Details are in the WatsonMcDaniel document cited just below.
Thermodynamic traps have only one moving part, the valve disc, which allows condensate to be discharged when present and closes tightly upon the arrival of steam. These traps have an inherently rugged design and are commonly used as drip traps on steam mains and supply lines.
Their solid construction and single moving part make them resistant to water hammer and are freeze-proof when installed vertically. Thermodynamic traps will only discharge small amounts of air and therefore are typically not used in process applications. (Watson Mcdaniel 2022)
Thermostatic Steam Traps

Thermostatic steam traps like the Watson McDaniel steam trap shown here are very versatile so are used across many applications such as general service drop and tracing to small and medium batch industrial processes. Some thermostatic steam trap designs (bi-metal sensor) can be used in high-pressure and super-heated processes as well as in lower pressure systems.
- Watson McDaniel, THERMOSTATIC STEAM TRAP OPERATION [PDF] Watson McDaniel, retrieved 2022/10/17, original source: https://www.watsonmcdaniel.com/Products/Steam-Traps/Thermodynamic
Adjustable thermostatic steam trap manufacturers include: ARI, Armstrong, Cameron, Chenghang Industrial Safety, Circor, DSC, Flowserve, Hongfeng Mechanical, Lonze Valve, Miyawaki, Spirax Sarco, Steriflow, Shanghai Hugong, TLV, Tunstall, Tyco (Pentair), Velan, Water-Dispersing Valve, Watson McDaniel, Wermac, Yingqiao Machinery, Yoshitake.
Main Drip Traps on Steam Piping Mains
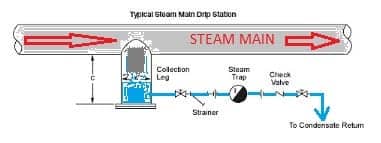 Watts Water Technologies (2104) and other steam trap experts point out that a main drip trap should be used for every 100 to 150 feet of straight steam piping run.
Watts Water Technologies (2104) and other steam trap experts point out that a main drip trap should be used for every 100 to 150 feet of straight steam piping run.
Main steam piping drip traps should be installed where the steam piping changes elevation (at the lower end of that change of course), in front of expansion loops, and at steam risers
Watts points out that because the condensate quantity (load) at these main drip trap locations is small, usually the main drip steam trap will not be larger than 2/4" (20mm).
The schematic below is adapted from Watts Water Technologies.
Watts (and other manufacturers) will provide a chart of recommended steam trap products depending on the psi operating range of the steam system.
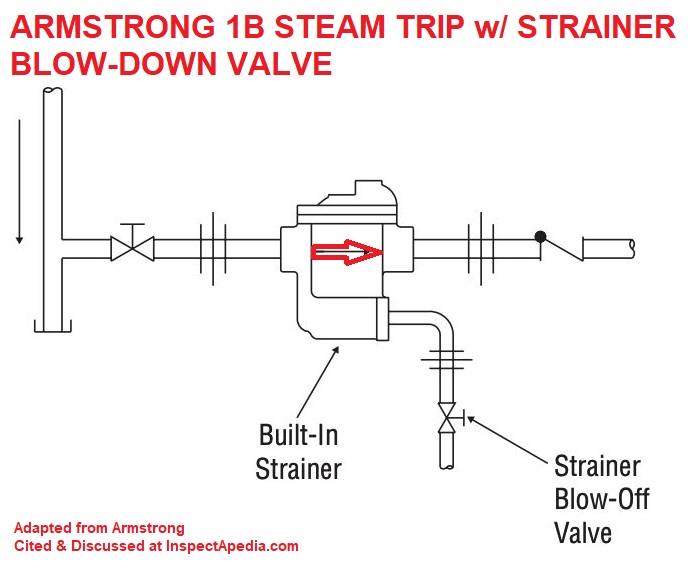
Below, two examples of how the Armstrong 1B-series Bucket Steam Traps are piped or installed.
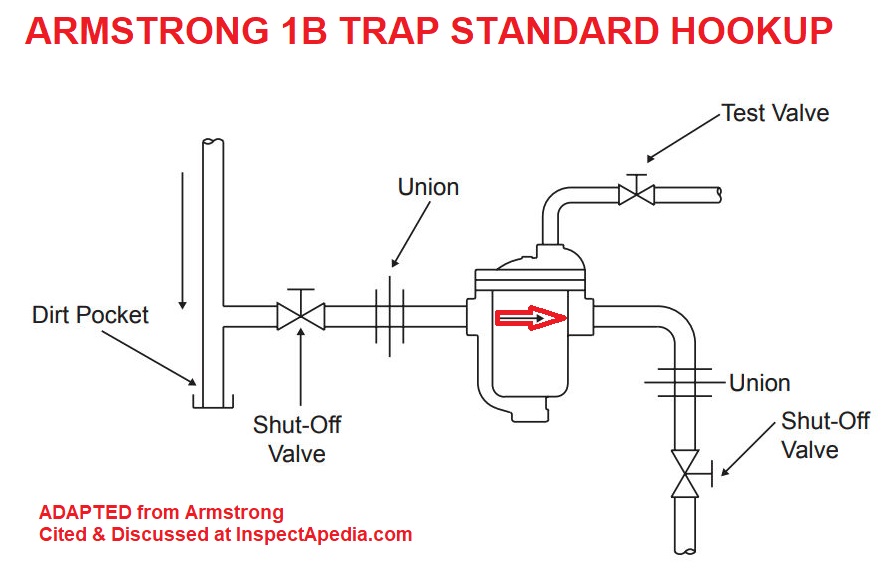
The second example, below, shows the Armstrong 1B steam trap built in strainer connected to strainer blow-off valve.
Comparing Mechanical Steam Traps: Ball Float & Inverted Bucket Traps on the Steam Main
Two types of mechanical steam traps are found on the mains of commercial and some residential steam systems: Ball Float steam traps and Inverted Bucket steam traps.
These explanations are adapted from Spirax Sarco's excellent free online tutorial found at the citation we provide below. Quoting from Spirax Sarco, a producer of all types of steam traps,
Mechanical steam traps rely on the difference in density between steam and condensate in order to operate. They can continuously pass large volumes of condensate and are suitable for a wide range of process applications. Types include ball float and inverted bucket steam traps. - Spirax-Sarco (2014)
The photographs of mechanical steam traps shown below can aid in recognition of these features on steam heat systems.
Table of Brands & Models of Steam Traps with Identifying Photographs |
||
| Mechanical Steam Trap Brand & Model | Steam Trap Photo [Click to enlarge |
Comments |
| Armstrong International 813 inverted bucket steam trap |  |
3/4" NPT, 2" NPT Operating Pressures to 125 Horizontal steam piping Armstrong inverted bucket steam traps handle differential pressures according to model series: Series 200 & 800: 10 - 125 psi Series 300: 125 - 600 psi Series 400: 600-1000 psi The products vary in capacity measured in pounds per hour from 300 to 25,000 or measured in kg/hr fro 150 to 10,000 kg/hr |
| Armstrong International #1811 steam trap |  |
3/4" NPT Stainless steel Operating Pressures to 125 psi |
| Clark Reliance 119 inverted bucket steam trap |  |
3/4" NPT 20 psi Inverted bucket steam trap |
| Hoffman Series B1 inverted bucket trap for steam mains |  |
Hoffman 404300 B1015A-2 (at left) Hoffman Specialty B3125A-5 B3125A4 404427 Bucket Trap operates at up to 250 psig. 1/2" NPT, 3/4" NPT, other Inverted Bucket Steam Trap Used on steam mains, laundry steam piping & other. These traps are also found painted other colors such as a gray-green. Trap data tags typically indicate model, size (NPT), maximum pressure differential, a maximum allowable pressure (e.g. 250 psig at 425°F, and a date code. |
| ITT B3030A steam trap |  |
1" NPT 30 psi |
| Juker SA8 inverted bucket steam trap | |
Juker P/N SA 8 SA-8 1/2" NPT Top fitting 1/4" NPT |
| Pennant steam trap |  |
|
| Spence Engineering 84-CSF9 steam trap |  |
Inverted bucket steam tarp 250 psi 1 1/4" NPT |
| Spence Nicholson 80s steam trap |  |
3/4" NPT |
| United 850 steam trap |  |
Model 850 1/2" steam trap 50-200 psi Other similar steam trap models: Model 849 1/2", Model 849A/B 3/4" steam trap United Brass Works, Inc, |
| Watson McDaniel Thermodynamic Steam Trap |  |
The Thermodynamic Steam Trap is simple and compact with a single moving part (disc) which opens to discharge condensate and closes in the presence of steam. The model shown is adjustable. |
| Watson McDaniel Watson W1031 series bucket steam trap |  |
Watson @1031-13-150 W103113150 Bucket Steam Trap, also appears painted blue as in model shown below 3/4" NPT 150 PSI
|
| Watson McDaniel inverted bucket steam trap Series 1038 |  |
Inverted bucket steam trap |
| Watts Thermostatic Radiator Steam Trap |  |
These traps are recommended for use at the outlet of steam radiators and steam convector heaters. When the radiator is cool the trap opens to allow discharge of air (allowing steam into the radiator) and cooled condensate that may be in the radiator bottom When the radiator and thus the condensate water are hot the valve closes. Watts Water Technologies produces a wide range of steam traps including Watts Thermostatic Radiator steam traps Float & Thermostatic steam traps Watts Inverted Bucket steam traps Watts Open Float & Thermostatic steam traps Watts thermodynamic steam traps |
| Watt float type steam trap |  |
This air vent on this steam trap is open when the system is cool - at the start of a heating cycle - allowing large volumes of air to discharge into the condensate return piping. The float in this trap is closed and stays closed from start-up and while steam is in the trap body. When hot condensate accumulates in the trap body the float lifts, closing the valve head and the trap . This product is intended to continuously discharge condensate in modulating conditions and is used on heat exchangers, air handling coils, and steam MAIN DRIP stations. |
| Watts thermodynamic steam trap |  |
Thermostatic steam traps such as this Watts unit are used as high pressure steam main distribution line traps in the 75-600 psi range (and so won't appear on common low pressure residential steam heating systems). At the start of a heating cycle the trap is open to discharge into the condensate line. As hot condensate "flashes to steam" as it passes through the trap body the valve closes and stays closed until the flash steam condenses. |
| Watts open float thermostat steam trap |  |
Watts open float steam traps are used on low and medium pressure steam systems on the MAIN DRIP trap and also on heat exchangers, air handler coils, and steam process applications. Watts explains the valve operation in four steps: Condensate fills the trap until it overflows into float. When the weight of the condensate overcomes the buoyancy of the float, the float begins to drop independent of the float valve head The float continues to drop until the collar at the bottom of the valve stem engages the internal stop. At this impact point, the float falls to the bottom of the trap snapping the valve open. Condensate travels up the discharge tube, through the orifice and out the outlet port. The float will remain at the bottom with valve fully open so long as there is sufficient condensate entering the trap As the discharge drains the float, buoyancy returns and the float begins to rise. The valve head is snapped closed into the valve seat by the velocity of the discharging condensate. - Watts Water Technologies (2014) |
| Watts inverted bucket steam trap |  |
This inverted bucket trap used on steam systems must be manually primed at start up to create a water seal around the inverted bucket that allows this trap to operate. At start of a heating cycle the trap is open allowing air and condensate to enter the steam trap body. Air is discharged through a vent at the top of the device (see INVERTED BUCKET STEAM TRAP OPERATION). When steam enters the body of this inverted bucket steam trap the buoyancy of steam lifts the bucked, closing the valve in the trap head, closing the air vent. When condensate accumulates in the bucket trap the bucket falls, opening the air valve and also allowing condensate to drain into the condensate return line. These bucket traps are used as MAIN DRIP traps at pressures up to 250 psi and also on some steam systems where minimal air venting is acceptable. |
|
||
Notes to the table above
Note: varying models of most of these steam traps accommodate a wide range of pipe sizes and fittings in both female and male NPT threads. Prices also vary widely depending on application, brand, model, and also used, refurbished, or new.
The steam traps shown in these identification photos are only representative examples. You will want to consult the manufacturer, the manufacturer's parts catalog, or your heating equipment supplier to be sure of selecting the proper steam trap for your application.
See STEAM TRAP MANUFACTURERS for a list of suppliers and steam trap supply contact information.
Troubleshooting Steam Traps that are not working properly
Is the Steam Trap Working?
ITT reports[2] that steam traps have about a three-year life expectancy, and that on an older steam system chances are the steam traps are not working.
An external visual inspection doesn't tell if the steam trap is functional or not, but in addition to the "tests" we discuss below, observation that radiators are noisy, banging, pounding, or not heating, or too hot, can all point to a steam trap problem - if a steam trap is installed.
Steam traps may be found at the bottom of a steam radiator on its outlet end, or on steam piping in the condensate return system where they are serving the piping itself.
Tests for Steam Traps
Figuring out if a steam trap is working properly - that is, opening and closing at the proper temperatures - has been described as complicated enough that books have been written on the problem. But ITT recommends a simple practical approach that can make a rough test. [2]
Rough steam trap test:
A special temperature-sensitive colored crayon is used to test steam traps. The user makes a crayon mark on a steam pipe, radiator, or right on a steam trap. The crayon melts if the temperature of the tested surface is hotter than it should be. Tempilstiks are sold by Tempil Division and probably other distributors for this purpose.[8]
See the steam trap service guides at
STEAM TRAP MANUALS - install or troubleshoot
Float & Thermostat type Steam Trap Troubles
 A float-and-thermostat steam trap, if present, is more likely to be found on newer, modern steam heating systems in which the boiler and piping heat up rapidly.
A float-and-thermostat steam trap, if present, is more likely to be found on newer, modern steam heating systems in which the boiler and piping heat up rapidly.
The trap is operated (opened or closed) by a float assembly that will drain condensate through the trap without depending on temperature or heat-up time.
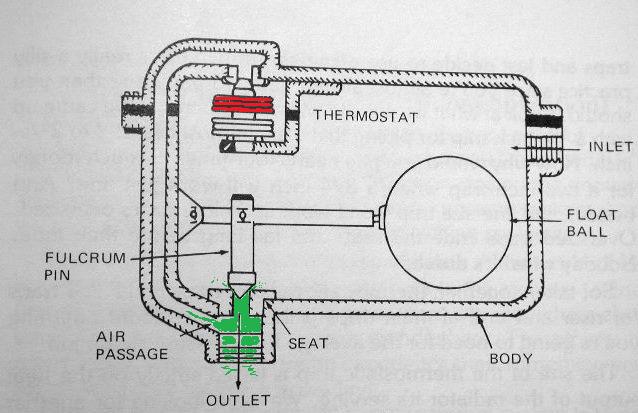
Our sketch (left, adapted from ITT's Steam Book [2]) illustrates a float and steam trap. That round ball is the float ball. You can see the red thermostat at the top of the image, and the green color indicates where condensate can flow out of the trap.
You can see that condensate can exit the trap either through the thermostat port or through the interior of the trap body, depending on the float position. A common float and thermostat steam trap found on residential buildings is the Hoffman 53-FT.
- Hot Float & Thermostat type steam trap: check for a failed thermostat - it's not opening or closing the valve in the upper part of the trap.
On an older trap the valve pin and valve seat (see the valve seats at both green and red areas of the sketch - could be worn and need replacement. If the valve seat is worn the valve may be unable to close - hence the trap will be too hot. - Cold Float & Thermostat type steam trap: a clogged trap that can't open will not drain condensate and will prevent heat (and steam) from entering the trap body (or the radiator);
check for a clogged trap strainer - clean or replace it. check for a blockage in the condensate drain piping downstream from the trap. Check the trap itself for debris clogging (look at the assembly above the green color in our (adapted from ITT adapted from Hoffman) sketch above. - Slow heating of the radiator or uneven (inconsistent) heating of the radiator could be caused by a wrong sized Float & Thermostat trap (unlikely) or a failed thermostat that is not allowing air to escape.
Thermostatic Steam Trap Troubles
Thermostatic steam traps (left) include only a temperature sensing thermostat - no float assembly. The steam trap shown at the top of this page is a thermostatic type trap - as you can recognize from its size and body shape.
Thermostatic steam traps are devices that operate more slowly than "float & thermostat steam traps" described above, and they are more likely to be found on older, slow-heating steam systems.
- Hot steam trap: the steam trap discharges continually - it never closes, probably because of dirt on the valve seat or because the trap bellows has failed.
You can detect this by sound and by noting that the trap is always hot (it is passing steam) and the radiator is not heating properly. Repair: clean the trap; replace a failed trap bellows assembly. - Cold steam trap: the trap is not opening, so it is not discharging condensate and the radiator is not heating.
Typically this is caused by a failed bellows assembly - that failure can leave the trap stuck open (hot steam trap) or closed (cold steam trap). ITT noted that water hammer in the system can damage the bellows assembly. [2]
Tests for Steam Traps
Rough steam trap test: colored crayon method
A special temperature-sensitive colored crayon is used to test steam traps. The user makes a crayon mark on a steam pipe, radiator, or right on a steam trap. The crayon melts if the temperature of the tested surface is hotter than it should be. Tempilstiks are sold by Tempil Division and probably other distributors for this purpose.
Dirt & Debris in the Steam Trap - how steam traps at the boiler are cleaned:
When a boiler is first installed or has just been replaced, the steam trap (and other steam components) should be cleaned to flush out debris stirred by the mechanical activity on pipes and equipment during installation or repair.
If you see a plumbing valve between the Hartford Loop and the system piping and a tee and cap on the piping on the boiler side, these fittings were probably installed to permit the Hartford Loop to be opened and cleaned without sending crud into the steam boiler itself.
ITT provided this procedure [adapted and paraphrased] for cleaning the steam trap once the fittings above are installed:[2]
- The boiler is turned off.
- The valves to every radiator are closed.
- A pound of boiler cleaning compound (such as MEX™) is added to the boiler through the relief valve by dissolving the cleaner in hot water.
- The boiler is turned on and heated to 5 psi with the water feed valve "open".
- The plumbing valve (usually a ball valve) at the Hartford loop is opened to drain waste and debris from the system into buckets (or drained with a sufficiently large hose into the sewer) until the water runs clear.
- The boiler is turned off.
- The drain valve is closed.
- The radiator valves are returned to open.
- The boiler is turned back on and checked for proper operation and for no leaks.
Changing out an Old Steam Boiler May Mean Changing the Steam Traps
Because newer steam boilers heat faster, hold less water, and push steam faster than the older steam boilers, thermostatic steam traps like the Hoffman trap are not likely to be found.
Instead the installer places float and thermostat traps.
The F&T trap as these devices are called in the trade, achieve the same function as the traditional steam trap, but the float switch will open to permit condensate to drain regardless of the (presumably high) temperature inside the trap.
Hot condensate will drain easily and more rapidly out of an F&T trap on a modern steam system.
Hoffman also manufactured float and thermostatic traps such as the Hoffman 53-FT used on steam risers and at the end of main condensate drips.
Mechanical & Thermostatic Steam Trap Suppliers, Manuals, Research

- Armstrong: "The Inverted Bucket Steam Trap", Armstrong Steam and Condensate Group, 813 Maple St., Three Rivers MI 49093, Tel: US 269-273-1415 Website: www.armstrong-intl.htm retrieved 3/2/2014, original source: http://www.valleypipe.com/images/Armstrong_Inv_bucket.pdf
- ARMSTRONG INVERTED BUCKET STEAM TRAP OPERATION [PDF] How a Bucket Steam Trap Works, Armstrong International SA, Parc Industriel des Hauts-Sarts (2e Avenue), 4040 Herstal, Belgium Tel.: +32 (0)4 240 90 90 • Fax: +32 (0)4 240 40 33 www.armstronginternational.eu • info@armstronginternational.eu - retrieved 2022/06/09, original source: https://www.klinger.dk/media/2885/armstrong-katalog-klokkevandudladere.pdf
- ARMSTRONG INVERTED BUCKET AIR TRAP INSTALLATION & MAINTENANCE INSTRUCTIONS [PDF] Armstrong, Op. Cit., retrieved 2022/06/09,original source: https://www.armstronginternational.com/sites/default/files/resources/documents/bultib-25-bb.pdf
Excerpt:
Armstrong Air Traps will remove all water knocked down by an air separator, or they will remove water that accumulates in the bottom of an air receiver or air line.
Frequently, however, water in compressed air is in the form of a fine mist or fog. It is impossible for any air trap to remove these fine particles of water.
A separator is required to condense the fog into a stream of water which the trap can remove easily. - ARMSTRONG INVERTED BUCKET STEAM TRAP INSTALLATION & MAINTENANCE Series 1000, 1800, 2000 [PDF] (2003) Armstrong Steam and Condensate Group,
816 Maple Street, Three Rivers, Michigan 49093 - USA Tel: (269) 273-1415 Web: wwwarmstrong-intl.com
Excerpts
This bulletin should be used by experienced personnel as a guide to the installation of the Armstrong Series 1000, 1800, and 2000 Inverted Bucket Steam Traps.
Selection or installation of equipment should always be accompanied by competent technical assistance. You are encouraged to contact Armstrong International, Inc. or its local sales representative for additional information.
MAINTENANCE
1. When the steam trap is suspected of malfunctioning, it can be checked by observing the discharge of the trap. Inverted bucket traps discharge intermittently except under very low load conditions.
If the trap is locked shut, check the pressure differential to verify that the maximum differential pressure (stamped on the trap) is not exceeded.
If the trap is blowing live steam, close the inlet valve for a few minutes, then gradually open so that the trap can catch its prime. Do not confuse the discharge of flash steam with live steam loss.
If the trap continues to blow live steam, remove the trap from the line, back flush it with compressed air or water, and check it again for normal operation.
2. If it can not be made to operate normally, verify that the trap is correct for the application (capacity, differential pressure, etc.).
If correct, install a new steam trap of the same series and of equal capacity in its place.
NOTE: When performing maintenance on any steam trap, the common practice is to remove the trap in question and immediately install a good trap in its place. Maintenance can then be performed with minimum equipment downtime. - ARMSTRONG INSTALLATION AND TESTING OF INVERTED BUCKET STEAM TRAPS - MANUAL [PDF] Armstrong, Op. Cit., retrieved 2022/06/09 original source: https://www.armstronginternational.com/sites/default/files/resources/files/307-EN.pdf
- ARMSTRONG INVERTED BUCKET STAM TRAP SERVICE GUIDE [PDF] (2006) Bulletin 301-L
- ARMSTRONG STEAM TRAPS CATALOG & TESTING GUIDE [PDF] Armstrong Product Catalogue, Armstrong Flow Control, 6 Veronica Street,
Capalaba Queensland 4157
Australia Tel: 1300-136-486 Email: sales@armstrongflow.com.au
- retrieved 2022/06/09, original source: https://armstrongflow.com.au/wp-content/uploads/2017/04/Armstrong-Flow-Control-catalogue.pdf
includes product descriptions, installation & troubleshooting tips, operating properties of each control, and details of steam trap testing methods. - Bell & Gossett, Hoffman Steam Traps, Hoffman Inverted Bucket Steam Trap 404300 B1015A2, 1/2" (Pex Supply)
- HOFFMAN Specialty SERIES B INVERTED BUCKET STEAM TRAPS [PDF] Includes Series B0 - B6 Bear Traps
- HOFFMAN Specialty FLOAT & THERMOSTATIC TRAPS Serie H, C, X INSTRUCTION MANUAL [PDF] Bear Trap brand steam traps. Xylem Inc. 8200 N. Austin Avenue Morton Grove, Illinois 60053 Phone: (847) 966-3700 Fax: (847) 965-8379 www.xyleminc.com/brands/bellgossett Bell & Gossett is a trademark of Xylem Inc. or one of its subsidiaries
- Hoffman Specialty® REPLACEMENT COVER ASSEMBLY for Series 600, 601, 602, 603 and 604 and INTERNAL PARTS & K for 616/B6 INVERTED BUCKET STEAM TRAPS [PDF] (2019) Xylem Inc.
- Hoffman INVERTED BUCKET TRAPS (Engineering News No. 14) [PDF] Hoffman Specialty Co., Indianapolis 7 IN, (26 March 1952)
- Clark Reliance, Clark Reliance 119 Inverted Bucket Steam Trap
- ITT Corporation, Website: www.itt.com
- Spirax Sarco Corporation USA, 1150 Northpoint Blvd.
Blythewood, SC 29016
USA
Tel: (800) 575-0394
Fax: (803) 714-2222
Email: InsideSalesLeads@Spirax.com
Website
http://www.SpiraxSarco.com/us/
UK Manufacturing Site Kingsditch Trading Estate Runnings Road Cheltenham Gloucestershire GL51 9NQ, UK Tel: +44(0)1242 57370
The company offers an online tutorial about steam traps, a stunningly expensive Steam and Condensate Loop Book (ISBN 978-0-9550691-5-4) [book at Amazon.com] and also a Steam Tools Mobile App for Android and iPhone devices to select and size steam data and sizing tools.
The company's website also offers excellent and free online tutorials about steam traps and steam engineering of very wide scope from theory through practical applications. See http://www.spiraxsarco.com - Spirax Saro, STEAM TRAPPING OVERVIEW [PDF] (2018) Steam & Condensate Management Solutions, Op. Cit., retrieved 2022/10/17, original source: https://content.spiraxsarco.com/-/media /spiraxsarco/international/documents /us/sb/steam_trapping_overview-spb1009-us.ashx ?rev=e3bf974729f24b9bad463747884f0fb3
Excerpt: The duty of a steam trap is to dischage condensate while retaining steam in athe system. This ensures that your steam system is able to operate efficiently, without the detrimental effects of unwanted condensate -essential in temperature critical applications.
Condensate in the [steam] system can lead to a number of issues such as
- poor heat transfer
- damage to system and process equipment
- poor quality of wasted product.
Selecting the right steam trapping solution helps to avoid these problems, while at the same time allowing the condensate to be recovered. - SPIRAX SARCO INVERTED BUCKET STEAM TRAP INSTALLATION & MAINTENANCE MANUAL [PDF] (2017) Spirax Sarco, Inc. 1150 Northpoint Blvd. Blythewood, SC 29016 USA Tel: 803-714-2000 Web: www.spiraxsarco.com/us
- SPIRAX SARCO INVERTED BUCKET STEAM TRAP INSTALLATION & MAINTENANCE MANUAL [PDF] (2006) Spirax Sarco, Inc. 1150 Northpoint Blvd. Blythewood, SC 29016 USA Tel: 803-714-2000 Web: www.spiraxsarco.com/us
- United Brass Works, Steam Traps, Tel: USA & Canada: Midwest: 800-334-3035, Email: (Midwest) darryl.Hendrix@ubw.com; Website: www.ubw.com
- Watson Bucket Steam Traps
- Watts Water Technologies, Website: www.watts.com
contact information for steam traps:
USA 1-978-689-6066 1-978-794-1848 815 Chestnut Street North Andover, MA 01845 Monday – Friday 8:00am – 4:30pm EST
Canada: 1-905-332-4090 1-905-332-7068 5435 North Service Road Burlington, Ontario L7L 5H7 Monday – Friday 8:00am – 4:30pm EST
Latin America: (52)81-1001-8600 Torres Ios Campstre Ricardo Margain 575 Parque Corporativo Sta Engracia Garza Garcia, Nuevo León - WATTS SERIES G GH MG MGH THERMOSTATIC RADIATOR STEAM TRAPS [PDF] (2004), Watts Regulator Co., USA: 815 Chestnut St., No. Andover, MA 01845-6098; www.wattsreg.com or Canada: 5435 North Service Rd., Burlington, ONT. L7L 5H7; www.wattscda.com
Excerpt:
Series G, GH, MG, MGH Thermostatic Radiator Steam Traps are designed to remove condensate, air and non-condensable gases from heating systems, while still sensitive enough to close tightly in the presence of steam. The balanced pressure duplex phosphor bronze diaphragm is a highly sensitive modulating unit thermally programmed to provide accurate steam conserving operation. - "Learn About Steam Traps - how they work, thermostatic radiator traps, float & thermostatic traps, open float & thermostatic traps, inverted bucket traps, thermodynamic traps; Selecting the Proper Steam Trap", Watts Water Technologies, op. cit., retrieved 3/2/2014, original source: http://www.watts.com/pages/learnAbout/steamTraps.asp?catId=64
...
Continue reading at STEAM VENTS - topic home, or select a topic from the closely-related articles below, or see the complete ARTICLE INDEX.
Or see STEAM TRAP FAQs - questions and answers posted originally on this page Or see these
Recommended Articles
- STEAM HEATING SYSTEMS & CONTROLS - home
- CHECK VALVES, HEATING SYSTEM
- STEAM HEAT RADIATOR REPAIR
- CONDENSATE RETURN PIPES, PUMPS, STEAM
- HARTFORD LOOP
- LOW WATER CUTOFF VALVE
- NO HEAT - BOILER
- SIGHT GLASS, STEAM BOILER
- STEAM TRAPS
- STEAM VENTS - home
Suggested citation for this web page
STEAM TRAPS at InspectApedia.com - online encyclopedia of building & environmental inspection, testing, diagnosis, repair, & problem prevention advice.
Or see this
INDEX to RELATED ARTICLES: ARTICLE INDEX to STEAM BOILERS
Or use the SEARCH BOX found below to Ask a Question or Search InspectApedia
Ask a Question or Search InspectApedia
Questions & answers or comments about radiator steam trap function, installation, repair or replacement: Hoffman steam traps and similar devices .
Try the search box just below, or if you prefer, post a question or comment in the Comments box below and we will respond promptly.
Search the InspectApedia website
Note: appearance of your Comment below may be delayed: if your comment contains an image, photograph, web link, or text that looks to the software as if it might be a web link, your posting will appear after it has been approved by a moderator. Apologies for the delay.
Only one image can be added per comment but you can post as many comments, and therefore images, as you like.
You will not receive a notification when a response to your question has been posted.
Please bookmark this page to make it easy for you to check back for our response.
IF above you see "Comment Form is loading comments..." then COMMENT BOX - countable.ca / bawkbox.com IS NOT WORKING.
In any case you are welcome to send an email directly to us at InspectApedia.com at editor@inspectApedia.com
We'll reply to you directly. Please help us help you by noting, in your email, the URL of the InspectApedia page where you wanted to comment.
Citations & References
In addition to any citations in the article above, a full list is available on request.
- [2] The Steam Book, 1984, Training and Education Department, Fluid Handling Division, ITT [probably out of print, possibly available from several home inspection supply companies] Fuel Oil and Oil Heat Magazine, October 1990, offers an update,
- [3] Principles of Steam Heating, $13.25 includes postage. Fuel oil & Oil Heat Magazine, 389 Passaic Ave., Fairfield, NJ 07004.
- [4] The Lost Art of Steam Heating, Dan Holohan, 516-579-3046 FAX
- [5] Principles of Steam Heating, Dan Holohan, technical editor of Fuel Oil and Oil Heat magazine, 389 Passaic Ave., Fairfield, NJ 07004 ($12.+1.25 postage/handling).
- [6] "Residential Steam Heating Systems", Instructional Technologies Institute, Inc., 145 "D" Grassy Plain St., Bethel, CT 06801 800/227-1663 [home inspection training material] 1987
- [7] "Steam Boiler Operations" (Program 4, booklet & video), Weil-McLain H.E.A.T. (Hydronics Education and Training), Blain St., Michigan City Indiana 46360 Tel: 219-879-6561
- [8] Tempil Division, Big Three Industries, Inc., South Plainfield N J 07080
- Audels Oil Burner Guide, Installing, Servicing, Repairing, Frank D. Graham, Theo. Audel & Co., New York 1946, 1947, 1955 (out of print, copies occasionally available from antique book dealers and on EBay)
- The Steam Book, a Primer for the Non-Engineer Installer, Wallace Eannace Associates, Inc. 1984, reprinted by ITT Fluid Handling Division. Original articles appeared November 1982 - October 1983, "The Problem Solver - Steam without Tears", by Wallace Eannace Assoc., edited and supplemented in The Steam Book for use by non-technical support people to help identify steam heating problems. If you can find a copy of this book we recommend purchasing it for its clear and concise explanation of key steam heating concepts.
- Hoffman ITT Catalog: Hoffman Specialty, ITT CATALOG - Website: http://www.hoffmanspecialty.com/HS-General-Catalog.asp
- Report 95-14, PB96-198163 Thermostatic Radiator Valve (TRV) Demonstration Project, contact NYSERDA. 17 Columbia Circle, Albany, NY 12203-6399 Toll-Free: 1-866-NYSERDA, Tel:(518)465-6252, Ext. 241. Website: https://www.nyserda.ny.gov/ Web Search 12/27/2010, original source: http://www.homeenergy.org/archive/hem.dis.anl.gov/eehem/96/960509.html
- VariValve® Quick-Vent from Heat Timer, adjustable radiator and main line vent valves for one pipe steam systems, web search 12/27/2010, original source: http://www.heat-timer.com/enFiles/ProductDocument/literature/VariV056082C.pdf
- The Steam Book, 1984, Training and Education Department, Fluid Handling Division, ITT [probably out of print, possibly available from several home inspection supply companies] Fuel Oil and Oil Heat Magazine, October 1990, offers an update, (see next item in this list). ITT Fluid Technology,
1133 Westchester Avenue
White Plains, NY 10604, tel +1 914 304 1700 fax +1 914 696 2950 www.ittfluidbusiness.com - The Lost Art of Steam Heating, Dan Holohan, 516-579-3046 FAX
- Principles of Steam Heating, Dan Holohan, technical editor of Fuel Oil and Oil Heat magazine, 389 Passaic Ave., Fairfield, NJ 07004 ($12.+1.25 postage/handling).
- "Residential Steam Heating Systems", Instructional Technologies Institute, Inc., 145 "D" Grassy Plain St., Bethel, CT 06801 800/227-1663 [home inspection training material] 1987
- The Heat Efficiency of Steam Boilers, Bryan Donkin
- Steam Boiler Operation, Principles & Practice, James J. Jackson
- Our recommended books about building & mechanical systems design, inspection, problem diagnosis, and repair, and about indoor environment and IAQ testing, diagnosis, and cleanup are at the InspectAPedia Bookstore. Also see our Book Reviews - InspectAPedia.
- In addition to citations & references found in this article, see the research citations given at the end of the related articles found at our suggested
CONTINUE READING or RECOMMENDED ARTICLES.
- Carson, Dunlop & Associates Ltd., 120 Carlton Street Suite 407, Toronto ON M5A 4K2. Tel: (416) 964-9415 1-800-268-7070 Email: info@carsondunlop.com. Alan Carson is a past president of ASHI, the American Society of Home Inspectors.
Thanks to Alan Carson and Bob Dunlop, for permission for InspectAPedia to use text excerpts from The HOME REFERENCE BOOK - the Encyclopedia of Homes and to use illustrations from The ILLUSTRATED HOME .
Carson Dunlop Associates provides extensive home inspection education and report writing material. In gratitude we provide links to tsome Carson Dunlop Associates products and services.
 |
HOME | ABOUT | ASK a QUESTION | CONTACT | CONTENT USE POLICY | DESCRIPTION | POLICIES | PRIVACY | |
| © 2026 - 1985 Publisher InspectApedia.com - Daniel Friedman | |||||||||