
InspectAPedia®FREE Encyclopedia of Building & Environmental Construction, Diagnosis, Maintenance & Repair |
Question? Just ask us! InspectAPedia
|
 Asbestos Cement Pipe
Asbestos Cement Pipe
Production history, methods, & properties
Transite Pipe Air Ducts, Chimneys, Sewer pipes, Water pipes
- POST a QUESTION or COMMENT about asbestos cement products, history, uses, materials, production, durability, and asbestos content
Asbestos cement pipe & transite pipe product history, production & properties: this article describes the manufacturing process used for production of cement-asbestos pipe.
Asbestos-cement pipe was widely used world-wide for water supply piping, sewer piping, even some chimney applications as well as in various industrial processes.
Built and installed more than 50 years ago, asbestos-cement pipes remain in use in some locations today.
A variety of manufacturing processes were used for making asbestos-cement pipe and are described here, including the Mazza process, the Magnani Process, the Dalmine Process, and the Hiamanit Process used for Making Asbestos-Cement Pipes.
Some of these methods were used and may also still be used to produce reinforced concrete pipes that do not contain asbestos.
InspectAPedia tolerates no conflicts of interest. We have no relationship with advertisers, products, or services discussed at this website.
- Daniel Friedman, Publisher/Editor/Author - See WHO ARE WE?
Manufacture of Asbestos Cement Pipe & Transite Pipe
 Asbestos cement pipe, also called "transite pipe" was widely used for building air ducts, chimneys and some flues, and for both sewer piping and water supply piping in larger diameters such as for community water supplies.
Asbestos cement pipe, also called "transite pipe" was widely used for building air ducts, chimneys and some flues, and for both sewer piping and water supply piping in larger diameters such as for community water supplies.
Watch out: Transite pipe typically contains about 15% to 25% asbestos fibers, typically fibrous chrysotile asbestos.
While this is a non-friable cementious material, if it is abraded, broken, or damaged there is risk of release of hazardous asbestos-containing dust and debris.
The asbestos used in transite or asbestos cement pipe was in both fiber form for strength and in "shorts" or
very fine asbestos dust added to the cementious mix as filler, increasing the overall asbestos content.
The following text is adapted & expanded from Rosato p. 78-85 [1] © 2013 - 2024 InspectApedia.com
Cement asbestos materials: this article series describes asbestos cement products & materials and the history of their production and use.
Transite Asbestos pipes: a cement-asbestos product, were widely used for warm air heating ducts, especially embedded in floor slabs, also for gas fired heating appliance chimneys, and for water transport in some cities as well.
Asbestos-cement pipes have been used for many years. The comforts and conveniences of family dwellings and business establishments have required many thousands of miles of water pipes.
Government and private enterprises use asbestos-cement pipes for such applications as fresh and sea water mains, gas mains, sewerage, mining operations, agriculture, electrical cables, venting flues, etc.
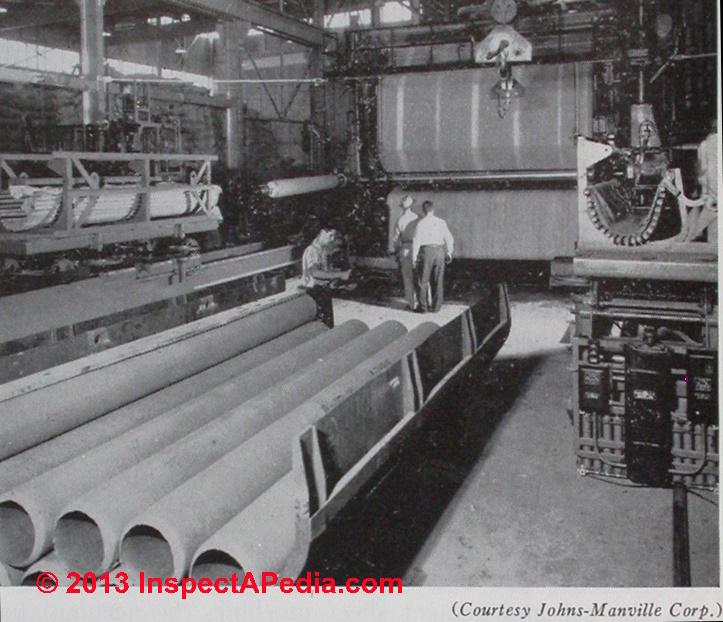
See Figure 3.4 (above left) and also see TRANSITE ASBESTOS CHIMNEYS, DUCTS, PIPES.
And TRANSITE PIPE AIR DUCT ASBESTOS RISKS for identifying photographs and advice
Figure 3.4. Asbestos-cement in transit.
(Courtesy Johns-Manville Corp.)
The experimental manufacture of asbestos-cement pres-sure pipes was started in Italy in 1913. Progress was rapid and by 1921, asbestos-cement pipes had been accepted in Europe.
At that time, the British Ministry of Health approved the use of the pipe for water-mains. They provided for loans for these pipes, with a repayment period of 30 years; this period represented the same period allowed for cast iron pipes.
This type of pipe gradually superseded both metal and ceramic piping in a large number of applications because of the fact that they are resistant to corrosion, impervious to and free from electrolytic action when buried in the earth, light weight, elastic, strong, resistant to compression, economical to install, and unaffected by temperature changes.
They are unaffected by the ordinary corrosive agents en-countered in soils and waters which attack metal pipes and cause their destruction in a few years.
Tests have been conducted on pipes after 30 years in service with the conclusion that they had retained their original properties. These pipes have a smooth, glossy, cylindrical internal surface, and offer very low hydraulic frictional resistance to the flow of liquids.
The Italian Mazza asbestos-cement pipes manufactured by Eternit, Genoa, Italy, are still in operation throughout the world.
Their experimental data show that the carrying capacity of pipe is on an aver-age of 25 per cent greater than that of new cast iron pipes and 30 to 60 per cent greater than that of old cast iron pipes, all being of the same internal diameter.*
Manufacturing Processes used for Making Asbestos-Cement Pipes.
There are three principal processes for making asbestos-cement pipes; i.e., the Magnani, Dalmine and Mazza Processes, with each process having been named for its originator. A more recent process is referred to as the Hiamanit. This process was developed by the Hiamanit Hattenwerke A.G., Duisburg, Germany.
The initial steps in the process of making pipe and conduits are similar to those employed in the wet mechanical process. Engineering progress provided for the development of pipe after the sheets and shingles had been manufactured.
* "Asbestos-Cement Pressure Pipes and Low Pressure Pipes," London, Eng. Asbestos Cement Products Ltd. (Italit Mazza).
Asbestos-cement pressure pipes are generally manufactured on costly and complex machines which are automatically operated by means of hydraulic and electrical controls. The pipes are built up of a continuous, uniformly thin and highly compressed film of asbestos-cement. See Figure 3.5.
From mechanical stirrers located above the pipe manufacturing equipment, a mixture of asbestos and cement of low viscosity flows through specially prepared conveyors which are endless felt blankets. See Figure 3.6.
Mazza Process used for Making Asbestos-Cement Pipes.
The Adolfo Mazza process is the most important commercial process used in the manufacture of pipes. High production equipment permits recirculation of cutoffs. The Mazza machine is similar to other machinery for wet processing. The basic difference is that the Mazza machines are wider.
The accumulator roll which is a feature of the other machines is replaced by a mandrel.
The diameter of mandrels varies from 6 to 250 in.
Because of their weight, the larger diameter mandrels are more difficult to handle. These large mandrels are usually mounted in pairs; one attached to each side of the machine. The machine per-its wrapping on one mandrel, as the previously wrapped pipe is withdrawn from the other mandrel.
In the asbestos-cement sheet machine, the accumulator roll is weighed against the breast roll below it; the woven felt passes between them.
The full density of the stock is obtained at this contact point. In the Mazza machine, there is a pair of press rolls above the mandrel which is hydraulically loaded. They apply a much heavier pressure on the pipe being formed than would be possible with the usual arrangement.
 A second woven felt runs between these rolls and the
mandrel in order to distribute the pressure and to provide a cushion to prevent damage of the pipe as it is formed.
A second woven felt runs between these rolls and the
mandrel in order to distribute the pressure and to provide a cushion to prevent damage of the pipe as it is formed.
The result is that a higher density asbestos-cement product is obtained.
Generally, a one or two cylinder vat is used in manufacturing pipes as compared to multi-vat arrangements for sheet producing equipment.
Figure 3.5. Front view of large asbestos-cement pipe machine.
Completed 13-ft. length of pipe is shown on mandrel at left of machine. Empty mandrel has just been swung into position against felt blanket. Cradle in foreground contains newly-made pipe.
(Courtesy Johns-Manville Corp.)
Magnani Process used for Making Asbestos-Cement Pipes.
In the Magnani process, a plastic paste mix rather than a slurry is used. It requires the lowest capital investment of the various methods.
It is necessary that the mixture flow slowly under gravity, but it must not be too thin in order to eliminate running.
The mixing of the cement and asbestos is performed by a number of different conventional procedures which includes those used in the wet mechanical process.
The stock is usually fed to the head box above the forming machine after it has been prepared.
Figure 3.6. Rear view of pipe machine. Slurry tank is in view.
 (Courtesy Johns-Manville Corp.)
(Courtesy Johns-Manville Corp.)
The machine consists of three separate units; the stock manufacturing unit, the compression operation unit, and the unit that is concerned with removal of the mandrel from the pipe. The first unit consists of a stock slightly wider than the length of the pipe.
The trough used is a shallow "17," with the side toward the mandrel almost horizontal. A steel backer roll is located below the lip of the trough, and moves horizontally in relationship to the mandrel.
This procedure permits the increasing thickness of stock on the mandrel while maintaining pressure against it.
The mandrel serves the same function as the accumulator roll in the wet mechanical process.
It is a hollow steel or cast iron tube, perforated over its entire surface. Its ends are closed and fitted with vacuum tube connections. The trough is filled with the stock in the first operation. A mechanical or manual spreader is used to distribute the stock evenly.
The mandrel is wrapped with a strong filter cloth.
After the vacuum has been drawn on the mandrel, the mandrel is rotated at a slow speed; the stock is hoed into the nip between the mandrel and the backer roll.
Because of the suction, stock builds up on the mandrel, and it is partially dewatered.
The backer roll smooths the surface and compresses the stock as it is deposited. Buildup continues to a predetermined thickness.
A mandrel with its formed asbestos-cement pipe is then removed from the machine. It is placed in a compression unit which contains two rollers. One of the rollers is in a fixed position and the second roller is the pressure roll. Vacuum is applied to the mandrel during this operation.
A combination of pressure, rotation, and suction will compress the material and release more water from the stock. The rolling of the tube continues after the vacuum has been removed in order to permit the pipe to enlarge slightly.
It is then transferred to the third unit and the mandrel is with-drawn. Wooden forms are usually inserted in the pipe in order to maintain its true shape until the cement has completely set.
The final product is smooth on its exterior, uniform in wall thickness, and straight.
Dalmine Process used for Making Asbestos-Cement Pipes.
The Dalmine process is made up of one or more banks of parallel narrow wet mechanical machines each having a width of approximately 50 in. and operating simultaneously.
This complex process permits manufacture of long pipe, independent of machine width.
In this process, the accumulator roll is replaced by a smooth tubular steel mandrel. It is angled to the axis of the small wet machine and it is removable. The roll moves across the machine as the pipe is built up.
The stock is placed on the mandrel in a spiral form with each successive layer overlapping the previous one. Pressure is applied against the mandrel during this operation. After the desired thickness has been obtained, it is calendered and the mandrel is withdrawn.
Hiamanit Process used for Making Asbestos-Cement Pipes.
The Hiamanit process can be used for the manufacture of concrete and reinforced concrete pipes, as well as for asbestos-cement pipes. The equipment is such that any type of pipe can be made without modification.
Its distinctive characteristic is the use of a rolling process which consists of a system of rollers. Lightweight-high burst pipes can be manufactured.
A cloth belt is stretched over the roller. Te roller system is hydraulically actuated.
The pipe mandrel is perforated and covered with a thin fabric to prevent the cement mixture from entering the perforations.
The core is connected to a vacuum pump which is similar to the Magnani process. A quantity of the thick stock sufficient for the required length and thickness of the pipe is spread out on the belt in the form of a fiat sheet.
The pipe is formed immediately when the rolling operation starts. It is compressed to the desired density by the hydraulically actuated pressure roller. Water is removed from the inside of the pipe by means of a vacuum and from the outside surface through the cloth belt. When the rolling is completed, the core is removed and an auxiliary core is inserted; it remains in the pipe until it sets.
---
This article includes text & data Adapted from Rosato (1959 out of print) on the production and use of asbestos-containing materials, adding photographs, inspection, repair and maintenance advice, and updates on asbestos hazards involved in the installation, repair, or demolition of asbestos cement products such as roofing and siding or asbestos millboard that remain in place on buildings.
...
Reader Comments, Questions & Answers About The Article Above
Below you will find questions and answers previously posted on this page at its page bottom reader comment box.
Reader Q&A - also see RECOMMENDED ARTICLES & FAQs
Where to find a large diameter water pipe coupling that can handle "out of round" pipe
 We are trying to tap an existing 12" A/C water main. In one case, we are using a full body tapping sleeve. In the other care, we are using a stainless sleeve.
We are trying to tap an existing 12" A/C water main. In one case, we are using a full body tapping sleeve. In the other care, we are using a stainless sleeve.
In both cases, we have determined the existing 12" A/C pipe is out of round. The full body sleeve will not spin on the pipe. The SS sleeve will not hold pressure.
Besides cutting in DIP and tee with transition couplings, are there any recommendations to get the A/C pipe back to round?
Any product out there that will help with this issue? Thanks. On 2023-06-28 by Trey Rhodenizer -
Reply by InspectApedia Publisher (mod)
@Trey Rhodenizer,
Thanks for a tough question.
There are rubber couplings that can tolerate an out-of round pipe at one end, but considering the history of asbestos issues with asbestos/cement pipe I am not sure where to go with this.
Fernco and Zoro and US Plastic, Grainger and others sell 12-inch couplings that can tolerate out of round but those are used on DWV piping, and if you secure such rubber couplings on an out-of round pipe by using stainless steel hose clamps, both the coupling and the clamp can easily handle out of round conditions as long as you don't over-tighten somuch as to damage the pipe itself.Watch out: I'm nervous about tightening any fitting onto old asbestos cement pipe - risking breaking the material.
Romac and others provide a higher-pressure-tolerant coupling like the one shown above.You might have to cut back the out-of-round pipe far enough to get to a round connection point.
Does hot water reduce the life of transite pipe?
Would Transite pipe used for domestic hot water (+/-140’F) Have a shorter service life? - On 2018-05-19 08:12:41.121951 by C38
Reply by danjoefriedman (mod)
C
Are you sure that hot water piping in your home is really transite - that would be quite unusual. Use the Comment - Add Image button to attach some photos to let us take a look.
Transite pipe was made in large diameters, the smallest of which is maybe 6-inches. It was indeed used as community or municipal water supply piping but you'd not expect to find it as distribution water piping in a residential home or other small building.
Below are research specifics of the
Efects of hot water on cement asbestos piping.
While there are several health and asbestos-cement water pipe (transite water pipe) environmental concerns that have been discussed by experts, I have not yet found a citation that specifically addresses hot water's effect on transite pipe. Take particular note of the first two citations I offer below.
- Slaats, P. G. G., G. A. M. Mesman, L. P. M. Rosenthal, and H. Brink. "Tools to monitor corrosion of cement-containing water mains." Water science and technology 49, no. 2 (2004): 33-39.
Excerpt: ... will arise particularly when the drinking water is heated, for example in hot water heaters … may shorten the life expectancy of the pipes and have a detrimental effect on the ... [this is not unique to asbestos cement pipe - Ed.]
Abstract: Approximately 40,000 km of the drinking water network in The Netherlands consists of asbestos cement water pipes. The number of fractures in these pipes has increased greatly in recent years.
This is due to corrosion of the asbestos cement (AC) which affects the condition of the pipe. Every time a fracture occurs, the question is raised of whether the pipe in question has to be replaced or repaired.
A relatively simple destructive technique and non-destructive tests are used on a large scale to assess the condition of the AC pipes in use. Not only is corrosion detrimental to the pipes themselves, it also influences the water quality.
Corrosion of the inner walls of cement-containing pipes involves the leaching of hydroxides. This causes pH changes resulting in scaling in water mains and domestic installations. Monitoring techniques have been developed to determine the effects of leaching on water quality.
The large-scale use of the relatively simple techniques at water companies increases insight into the condition of the drinking water network, the life expectancy of the pipes and the effects of corrosion on the water quality.
Applying these techniques enables those involved to make decisions on pipe replacement and to provide solutions for reducing the effects of leaching. - Buelow, Ralph W., James R. Miltette, Earl F. McFarren, and James M. Symons. "The behavior of asbestos-cement pipe under various water quality conditions: a progress report." Journal (American Water Works Association) (1980): 91-102.
Abstract excerpts:
Asbestos cement pipe has a reputation for resisting attack by aggressive waters that cause corrosion of metal pipe materials.
The results of this study suggest that asbestos-cement pipes behave much like other piping materials, except PVC, that are commonly used for potable water distribution. - Schock, Michael R., and Ralph W. Buelow. "The behavior of asbestos-cement pipe under various water quality conditions: Part 2, theoretical considerations." Journal (American Water Works Association) (1981): 636-651.
Discusses this piping material in public water supplies, not in individual building or residential piping.
- Larson, Charles D., O. Thomas Love Jr, Gardiner Reynolds III, S. Wyatt McCallie, R. H. Moser, and Edward J. Calabrese. "Tetrachloroethylene leached from lined asbestos-cement pipe into drinking water [with Discussion]." Journal (American Water Works Association) (1983): 184-190.
Discusses vinyl-toluene-lined asbestos pipe - Momba, Maggy NB, and N. Makala. "Comparing the effect of various pipe materials on biofilm formation in chlorinated and combined chlorine-chloraminated water systems." Water SA 30, no. 2 (2004): 175-182.
Discusses the formation of biofilms in different piping materials - Webber, James S., Samuel Syrotynski, and Murray Vernon King. "Asbestos-contaminated drinking water: its impact on household air." Environmental research 46, no. 2 (1988): 153-167.
Abstract Excerpts:
Asbestos contamination in excess of 10 billion fibers per liter was detected in a community's drinking water.
To assess the possibility of waterborne asbestos becoming airborne, air samples were collected from impacted houses receiving contaminated water from three control houses. ...
The increased concentrations in impacted houses were due primarily to short (<1 μm) fibers.
Bulk samples did not reveal likely materials within the impacted houses to account for these differences. thus high levels of waterborne asbestos were apparently the source of increased concentrations of airborne asbestos within these houses.
How much asbestos is in asbestos-cement pipe?
What is the percentage of asbestos in the pipe? - On 2017-08-31 00:34:23.619800 by James McArthur H
Reply by danjoefriedman (mod)
James,
Transite pipe typically contains about 15% to 25% asbestos fibers, typically fibrous chrysotile asbestos.
See TRANSITE ASBESTOS CHIMNEYS, DUCTS, PIPES
Note that some products also added very fine asbestos dust as filler, increasing the overall asbestos content.
...
Continue reading at ASBESTOS TILE MANUFACTURE or select a topic from the closely-related articles below, or see the complete ARTICLE INDEX.
Or see these
Recommended Articles
- ASBESTOS DUCTS, HVAC other sources of asbestos in HVAC duct systems.
- CEMENT ASBESTOS PIPE MANUFACTURE
- FIBER CEMENT PRODUCT MANUFACTURERS
- TRANSITE ASBESTOS CHIMNEYS, DUCTS, PIPES
- TRANSITE PIPE AIR DUCT ASBESTOS RISK
- TRANSITE WATER SEWER PIPE ASBESTOS RISK
Suggested citation for this web page
CEMENT ASBESTOS PIPE MANUFACTURE at InspectApedia.com - online encyclopedia of building & environmental inspection, testing, diagnosis, repair, & problem prevention advice.
Or see this
INDEX to RELATED ARTICLES: ARTICLE INDEX to ASBESTOS HAZARDS
Or use the SEARCH BOX found below to Ask a Question or Search InspectApedia
Ask a Question or Search InspectApedia
Try the search box just below, or if you prefer, post a question or comment in the Comments box below and we will respond promptly.
Search the InspectApedia website
Note: appearance of your Comment below may be delayed: if your comment contains an image, photograph, web link, or text that looks to the software as if it might be a web link, your posting will appear after it has been approved by a moderator. Apologies for the delay.
Only one image can be added per comment but you can post as many comments, and therefore images, as you like.
You will not receive a notification when a response to your question has been posted.
Please bookmark this page to make it easy for you to check back for our response.
IF above you see "Comment Form is loading comments..." then COMMENT BOX - countable.ca / bawkbox.com IS NOT WORKING.
In any case you are welcome to send an email directly to us at InspectApedia.com at editor@inspectApedia.com
We'll reply to you directly. Please help us help you by noting, in your email, the URL of the InspectApedia page where you wanted to comment.
Citations & References
In addition to any citations in the article above, a full list is available on request.
- [20] Asbestos products and their history and use in various building materials such as asphalt and vinyl flooring includes discussion which draws on ASBESTOS, ITS INDUSTRIAL APPLICATIONS, ROSATO 1959, D.V. Rosato, engineering consultant, Newton, MA, Reinhold Publishing, 1959 Library of Congress Catalog Card No.: 59-12535 (out of print, text and images available at InspectAPedia.com).
- In addition to citations & references found in this article, see the research citations given at the end of the related articles found at our suggested
CONTINUE READING or RECOMMENDED ARTICLES.
- Carson, Dunlop & Associates Ltd., 120 Carlton Street Suite 407, Toronto ON M5A 4K2. Tel: (416) 964-9415 1-800-268-7070 Email: info@carsondunlop.com. Alan Carson is a past president of ASHI, the American Society of Home Inspectors.
Thanks to Alan Carson and Bob Dunlop, for permission for InspectAPedia to use text excerpts from The HOME REFERENCE BOOK - the Encyclopedia of Homes and to use illustrations from The ILLUSTRATED HOME .
Carson Dunlop Associates provides extensive home inspection education and report writing material. In gratitude we provide links to tsome Carson Dunlop Associates products and services.
 |
HOME | ABOUT | ASK a QUESTION | CONTACT | CONTENT USE POLICY | DESCRIPTION | POLICIES | PRIVACY | |
| © 2026 - 1985 Publisher InspectApedia.com - Daniel Friedman | |||||||||