
InspectAPedia® FREE Encyclopedia of Building & Environmental Construction, Diagnosis, Maintenance & Repair |
Question? Just ask us! InspectAPedia
|
 Asbestos Plastic Design Guide
Asbestos Plastic Design Guide
History & Manufacture of Asbestos Containing Plastic & Molded Materials

- POST a QUESTION or COMMENT about what building materials may contain asbestos, visual identification of asbestos-containing materials in buildings, and possible asbestos material identification by testing, use, age, appearance
Design guides for molded plastic asbestos-reinforced products: this article describes the standard design procuedures that were used to form molded plastic products that contained asbestos as fabrics, fibers, or filler. This articles series about the manufacture & use of asbestos-containing products includes detailed information on the production methods, asbestos content, and the identity and use of asbestos-containing materials.
This article series about asbestos plastics & molded materials describes the history, manufacturing process & uses of asbestos plastics and molded materials such as asbestos reinforced handles, the Vanguard rocked nose cone, automobile parts & housings, electronic equipment (radar scanner), asbestos-filled Teflon, rocket motor parts, plastic drop tanks for the Hawker Sea Hawk, and hundreds of other products.
InspectAPedia tolerates no conflicts of interest. We have no relationship with advertisers, products, or services discussed at this website.
Asbestos Plastic Molding Design Guides for Asbestos-Reinforced Molded Products
 General rules in mold design that pertain to forming asbestos-based plastic products include the following:
General rules in mold design that pertain to forming asbestos-based plastic products include the following:
Figure 9.5. Autoclave or low-pressure curing of asbestos-phenolic is standard. A rubber bag is placed over the lay-up and vacuum-pipes, and sealed to the base plate with chromate paste. - Courtesy The Martin Co. [Click to enlarge any image]
1. Maintain uniform wall thickness.
2. Avoid sharp corners (use liberal radii).
3. Use maximum draft.
4. Avoid undercuts.
5. Consider mold shrinkage in both the direction applicable to the compression load or force and the direction perpendicular to the load.
6. Design to practical dimensional tolerances.
7. Design to avoid warping.
8. Design molds so that material can be removed from the mold in order to compensate for shrinkage of parts.
Any method which has been devised by industry to fabricate plastics, ceramic and cements has been used with asbestos plastics.
The aforementioned rules apply to both metallic and nonmetallic molds. Of principal interest are the steel molds. Mold material depends upon surface desired, production run and complexity of parts.
Tool steel, Kirksite, aluminum Mee hanite and cast iron are common materials. Metallic oxideepoxy molding compounds are also used for the rnanufat of similar types of molds. The various types of materials which are available and are used provide too f. different surface characteristics. In the case of asbestosPh l. compounds, hard chrome plating of the polished Steel molds is desired in order to permit ease of release.
With regard to steel metal dies, it is important to flame harden cutting edges when molds are made With cutting edges. Steel of Rockwell hardness C50 to C70 should be used (1040 or 4140 steel). The 1020 steel should be used for short runs. This type of steel is inexpensive in comparison to the others. When weld joints are to be made in the mold, the 1020 steel will weld easier than the 1040 steel. When designing with guide pins, the pins should be located on the bottom mold.
When fabricating parts at low pressure by the bag molding technique (see Figure 9.5.) or when limited runs are to be made, the plaster type of mold is sometimes Used The Hydrocal * type of plaster is used. This type of material provides for low cost tooling so that prototype and production molds can be made. The material can be Used for very complicated parts. These types of products provide for average compressive strength ranging from 4,000 to 11,000 psi.
* U.S. Gypsum Co.
Compression molds or matched metal die molds are widely used for long production runs and for close tolerance on parts. Molds are heated by steam, hot water or electricity. Dielectric heating is used too. The specific Cure Cycle for the compounds depends upon the type of compound used. The manufacturer's recommendation for the molding compound should be considered. However, trial and error runs are generally required in order to obtain the most desired curing cycle for specific shapes and sizes of parts.
Other methods of fabricating asbestos base molded parts include transfer molds, extrusion molds,* post-forming, autoclave molding, pressure bag molding, vacuum bag molding and spatula application of no pressure-low curing temperature type asbestos-phenolic molding compounds.
* Schneider, E., "The Manufacture of Phenolic Molding Materials by Extrusion Compounding," British Plastics, (Nov., 1958).
In this chapter there are various photographs shown of different parts which have been made up using these various techniques.
In most fabrication plants, the molding compounds or preform tablets made from molding compounds are preheated. High frequency heating has proved to be the ideal way to accomplish preheating. The advantages of preheating are:
1. It is not necessary to first heat the molding compound in the mold.
2. The molding cycle can be shortened.
3. The material is evenly heated and thus the viscosity is equal throughout the bulk of the compound, leading to a better flow.
4. The soft preheated molding compounds do not scratch the mold and at least part of the moisture content can be removed; there is less tendency to form blisters and uniform shrinkage characteristics are permitted.
Generally, preheating temperatures of 140 to 300°F are used. The specific temperature depends upon the thickness of the compound and the hardening velocity of the material.
With regard to different methods of curing asbestos filled or reinforced plastics as well as other types of products— the shock-curing technique was developed in England during the period of 1951 through 1953. This procedure permits curing of asbestos-phenolic laminates in approximately onefifth of the time normally required and with a great saving in power.
The electric shock curing theory is believed to involve a current which may serve as a catalyst, or produce an orientation of the molecules. Most of the experiments have been conducted on asbestos-phenolic.
British Patent 737,374 states that the uncured resin must be at least moderately conductive so that it can serve as its own resistance heater. Large-area electrodes in contact with a laminate and insulated from the press platens are powered with line-voltage a.c. There is a sudden rise in the current, followed by a rapid fall to a low value, and the cure is completed.
For example, a laminate has been compressed between polished copper platens at a pressure of approximately 200 psi. A 50-cycle line at 50 V was used which caused the current to rise in a few seconds from .5 to 2.5 amp per sq in. and then to drop to zero of its own accord. The temperature of the cured material reached 160 to 200°C.
Variables exist which require different current conditions. The dampness of the material is important. The damper the material, the lower the required voltage.
The thickness of the material is another variable. The higher the voltage, the more rapid the cure; although, for minimum power consumption there is an optimum voltage. Variations in the frequency of the current between 50 and 500 cps have little effect upon the curing time. Frequencies of 2,000 cps double the curing time required. When direct current is used, difficulties occur.
In order to meet modern high production schedules, commercially available automatic presses are designed to handle molding compounds. The volumetric metering methods are predominantly used for controlling the amount of compound being fed into a mold cavity. The volume method however has been satisfactorily used. New designs have been made which provide for accurate and dependable measurement of compound by weight.
In automatic molding, large production asbestos-phenolic compounds are used for automotive parts (ignition rotors, distributor caps, etc.). Combinations of automatic compression molding, powdered preheating and experimenting by General Electric have resulted in a saving of a minimum $65,000 the first year. Figure 9.6 provides general information concerning this combination.
 Figure 9.6. A LaRose preheater for heating asbestos-phenolic powder
to the point where sintering begins.
Figure 9.6. A LaRose preheater for heating asbestos-phenolic powder
to the point where sintering begins.
Preheated charge is in cavities. It has a maximum capacity of 7.5 kw and makes possible production increases of from 30 to 100 per cent or more. It is used here in conjunction with a fully automatic Baker press. - Courtesy General Electric Co., Switch Gear Dept.
Properties & Manufacture of Asbestos-Reinforced Plastic Laminates
This type of product is a separate type from the general powder or compound molding product. It consists of layers of resin-impregnated sheet materials.
With regard to asbestos products, it concerns resin-impregnated felts, cloths and paper which have been pressed into such shapes as flat sheets or tubes, between heated platens or in a mold.
The resulting products have excellent mechanical and electrical properties and find numerous applications in engineering fields.
For the past few years [to the early 1950's - Ed.] there have been very important projects in research and development which have resulted in production of high structural-heat resistant reinforced plastics with the relatively long asbestos fibers. In a laminated structure, the prime function of the resin is to act as binder. Structurally, it plays a secondary role to the reinforcement material.
The resin provides for a means of positioning the reinforcement and interconnects the fibers so that loads can be transferred from one fiber to another. A secondary function of the resin is to stabilize the fiber material. A single unsupported asbestos fiber would collapse under the weight of a very small load. When resin surrounds the fiber, the fiber is stabilized so that it can carry a load up to a point where the asbestos fiber fails.
 For structural parts, the reinforcement is more important
than the resin. The resin is considered more elastic in compression
than in an equal area of asbestos.
For structural parts, the reinforcement is more important
than the resin. The resin is considered more elastic in compression
than in an equal area of asbestos.
The resin takes approximately only one to two per cent of the load.
During loading, the resin will fail before the ultimate strength of the laminate is reached.
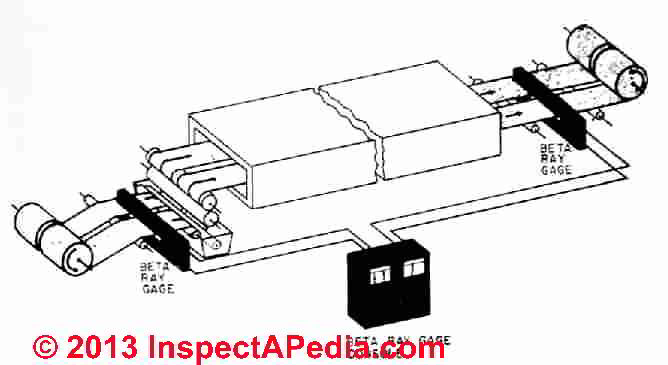
Figure 9.7. Complete automatic resin content control system for resin-impregnation in horizontal treater. Beta-ray gages are used to measure density of untreated sheet prior to resin dip operation and treated sheet after drying. Courtesy General Electric Co.
The strength of the reinforced plastic is influenced by the degree to which the resin completely surrounds the asbestos fiber. Insufficient wetting by the resin leaves portions of the asbestos fibers unsupported and reduces the strength under loads. Another important factor is the degree of fiberization of the asbestos.
Where resin impregnation treating is used on an extremely large production run, precision equipment can be used to control resin content automatically. In Figure 9.7, automatically controlled squeeze rolls are used to preset resin content in addition to the other general procedures of liquid solids content, etc.
The drying ovens range from 75 to 200 ft in length. A beta-ray gage permits uniform and desired resin concentration.
...
Continue reading at ASBESTOS PACKINGS & GASKETS or select a topic from the closely-related articles below, or see the complete ARTICLE INDEX.
Or see these
Recommended Articles
- ASBESTOS PACKINGS & GASKETS
- DOES THIS MATERIAL CONTAIN ASBESTOS? - 5 easy questions to tell if a BUILDING MATERIAL probably contains asbestos -
- HAZARD vs RISK - what's the difference, why you should care
Suggested citation for this web page
ASBESTOS PLASTIC DESIGN GUIDES at InspectApedia.com - online encyclopedia of building & environmental inspection, testing, diagnosis, repair, & problem prevention advice.
Or see this
INDEX to RELATED ARTICLES: ARTICLE INDEX to ASBESTOS HAZARDS
Or use the SEARCH BOX found below to Ask a Question or Search InspectApedia
Ask a Question or Search InspectApedia
Try the search box just below, or if you prefer, post a question or comment in the Comments box below and we will respond promptly.
Search the InspectApedia website
Note: appearance of your Comment below may be delayed: if your comment contains an image, photograph, web link, or text that looks to the software as if it might be a web link, your posting will appear after it has been approved by a moderator. Apologies for the delay.
Only one image can be added per comment but you can post as many comments, and therefore images, as you like.
You will not receive a notification when a response to your question has been posted.
Please bookmark this page to make it easy for you to check back for our response.
Our Comment Box is provided by Countable Web Productions countable.ca
Citations & References
In addition to any citations in the article above, a full list is available on request.
- [1] ASBESTOS HISTORY & PROPERTIES [Book online] D.V. Roasato, engineering consultant, Newton MA, Reinhold Publishing Co., NY, 1959, Library of Congress Catalog No. 59-12535. We are in process of re-publishing this interesting text. Excerpts & adaptations are found in InspectApedia.com articles on asbestos history, production & visual identification in and on buildings.
- [2] "Asbestos in Plastic Compositions", A.B. Cummins, Modern Plastics [un-dated, pre 1952]
- [3] "Asbestos in Your Home," Spokane County Air Pollution Control Authority, Spokane WA 509-477-4727 www.scapa.org provides a one-page image, a .pdf file drawing of a house warning of some possible sources of asbestos in the home. The sources are not ranked according to actual risk of releasing hazardous levels of airborne asbestos fibers and the list is useful but incomplete.
- [4] The US EPA provides a sample list of asbestos containing products epa.gov/earth1r6/6pd/asbestos/asbmatl.htm
- [5] "Characterization of asbestos exposure among automotive mechanics servicing and handling asbestos-containing materials", Gary Scott Dotson, University of South Florida, 1 June 2006, web search 3/9/2012 original source: scholarcommons.usf.edu/cgi/viewcontent.cgi?article=3505&context=etd [copy on file as /hazmat/Automotive_Asbestos_Exposure.pdf ].
- [6] Asbestos Identification and Testing References
- Asbestos Identification, Walter C.McCrone, McCrone Research Institute, Chicago, IL.1987 ISBN 0-904962-11-3. Dr. McCrone literally "wrote the book" on asbestos identification procedures which formed the basis for current work by asbestos identification laboratories.
- Stanton, .F., et al., National Bureau of Standards Special Publication 506: 143-151
- Pott, F., Staub-Reinhalf Luft 38, 486-490 (1978) cited by McCrone
- [6] ASBESTOS IN YOUR HOME U.S. EPA, Exposure Evaluation Division, Office of Toxic Substances, Office of Pesticides and Toxic Substances, U.S. Environmental Protection Agency, Washington,D.C. 20460
- [7] Asbestos products and their history and use in various building materials such as asphalt and vinyl flooring includes discussion which draws on ASBESTOS, ITS INDUSTRIAL APPLICATIONS, ROSATO 1959, D.V. Rosato, engineering consultant, Newton, MA, Reinhold Publishing, 1959 Library of Congress Catalog Card No.: 59-12535 (out of print, text and images available at InspectAPedia.com).
- [8] "Handling Asbestos-Containing roofing material - an update", Carl Good, NRCA Associate Executive Director, Professional Roofing, February 1992, p. 38-43
- [9] EPA Guidance for Controlling Asbestos-Containing Materials in buildings, NIAST, National Institute on Abatement Sciences & Technology, [republishing EPA public documents] 1985 ed., Exposure Evaluation Division, Office of Toxic Substances, Office of Pesticides and Toxic Substances, U.S. Environmental Protection Agency, Washington,D.C. 20460 Copy on file as ASBESTOS IN YOUR HOME - U.S. EPA, Exposure Evaluation Division, Office of Toxic Substances, Office of Pesticides and Toxic Substances, U.S. Environmental Protection Agency, Washington,D.C. 20460
- [10] Asbestos In Your Home, U.S. Environmental Protection Agency, website: http://www.epa.gov/iaq/pubs/asbestos.html
Web search 01/20/2011, original source: http://epa.gov/asbestos/pubs/verm_questions.html
prepared by the: Global Environment & Technology Foundation, 7010 Little River Turnpike, Suite. 460, Annandale VA 20003
CONTINUE READING or RECOMMENDED ARTICLES.
- Carson, Dunlop & Associates Ltd., 120 Carlton Street Suite 407, Toronto ON M5A 4K2. Tel: (416) 964-9415 1-800-268-7070 Email: info@carsondunlop.com. Alan Carson is a past president of ASHI, the American Society of Home Inspectors.
Thanks to Alan Carson and Bob Dunlop, for permission for InspectAPedia to use text excerpts from The HOME REFERENCE BOOK - the Encyclopedia of Homes and to use illustrations from The ILLUSTRATED HOME .
Carson Dunlop Associates provides extensive home inspection education and report writing material. In gratitude we provide links to tsome Carson Dunlop Associates products and services.
 | HOME | ABOUT | ASK a QUESTION | CONTACT | CONTENT USE POLICY | DESCRIPTION | POLICIES | PRIVACY | |
| © 2024 - 1985 Publisher InspectApedia.com - Daniel Friedman | |||||||||